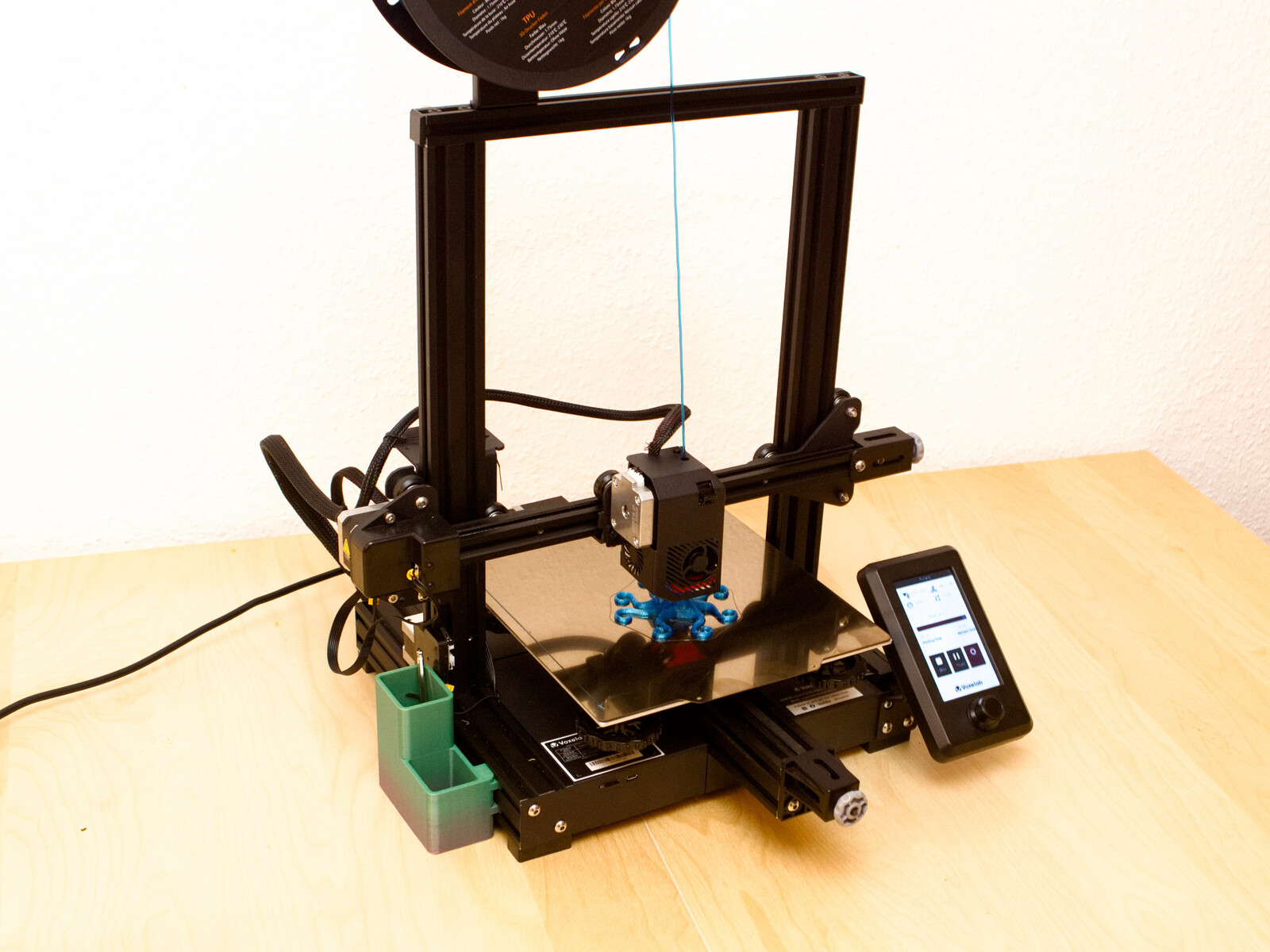
VoxeLab Aquila S2 3D printer review - 150 mm/s thanks to full metal hot end and direct drive extruder.
Voxelab is a sub-brand of Flashforge, one of the most successful 3D printer manufacturers. Flashforge has been manufacturing 3D printers since 2011. The company's printers are among the best FDM printers available today. With the sub-brand Voxelab, cheap and good 3D printers are to hit the DIY market.
In the Voxelab Aquila S2, the most important assemblies are updated, but without changing the essential design of the predecessors. For instance, a magnetic print bed with PEI coating and a new hot-end extruder combination are the only visible updates compared to its predecessor, the Aquila X2. However, these two upgrades elevate the affordable 3D printer to a whole new level. Thanks to the improvements, a very long list of printable materials is now available. PETG, PLA, ABS, ASA, nylon, PAHT, and TPU, as well as many other plastics, can be processed with the 3D printer.
Like the Longer LK5 Pro, the Voxelab Aquila S2 utilizes a low-cost motion system of V-slot aluminum profiles and solid Delrin V Wheels.
Technical data
Compared to its predecessor, the Aquila X2, the hotend/extruder combination and the heated print bed have undergone significant improvements. This considerably increases the number of materials that the new Aquila S2 can handle.
| Voxelab Aquila S2 | |
|---|---|
| Used technology | FDM, FFF |
| Maximum print volume | 220 mm × 220 mm × 240 mm |
| Installation size (without cable) | 60 cm (47 cm) × 46 cm × 63 cm |
| Motion system | X,Y,Z-drive Prusa/Mendel type |
| Extruder | 1 Direct Drive Extruder |
| Control board Microcontroller |
FFP0173 Aquila Main Board V1.0.1 Natio |
| Firmware | Aquila S2 N32 Firmware V6.1.1 GCode compatible |
| Stepper motor driver | 4 × TMC2208 (soldered without UART) |
| Connections | microSD, USB type micro-B |
| Control | screen with rotary encoder, serial interface via USB |
| Power supply | internal 110 V - 240 V to 24 V power supply with 350 W |
| Link | Voxelab |
Assembly and setup
The number of individual components in the box of the Voxelab Aquila S2 may seem overwhelming at first. However, thanks to the illustrated instructions, the setup is possible in approximately 45 minutes. Small parts like screws are well sorted according to size. The 3D printer comes with the necessary tools for assembly. The package also includes a replacement nozzle and a needle for cleaning the filament nozzle. A replacement for the rubber feet attached via double-sided adhesive tape is also included. Our test device also included various filaments for testing; normally, Voxelab only supplies 50 grams of PLA. Which is barely enough for the first calibrations.


Cable management
The Aquila S2 features a good base build. Everything looks tidy here. A glance under the covers shows that Voxelab's cable management is also well thought out. All cables are secured properly with cable ties and combined into several stable cable harnesses. The connectors are also secured with a bit of glue to prevent them from rattling loose. Only the display cable looks a bit out of place. It does not grind on the floor, but the colorful cable could still be secured to the casing with adhesive tape as a precaution.

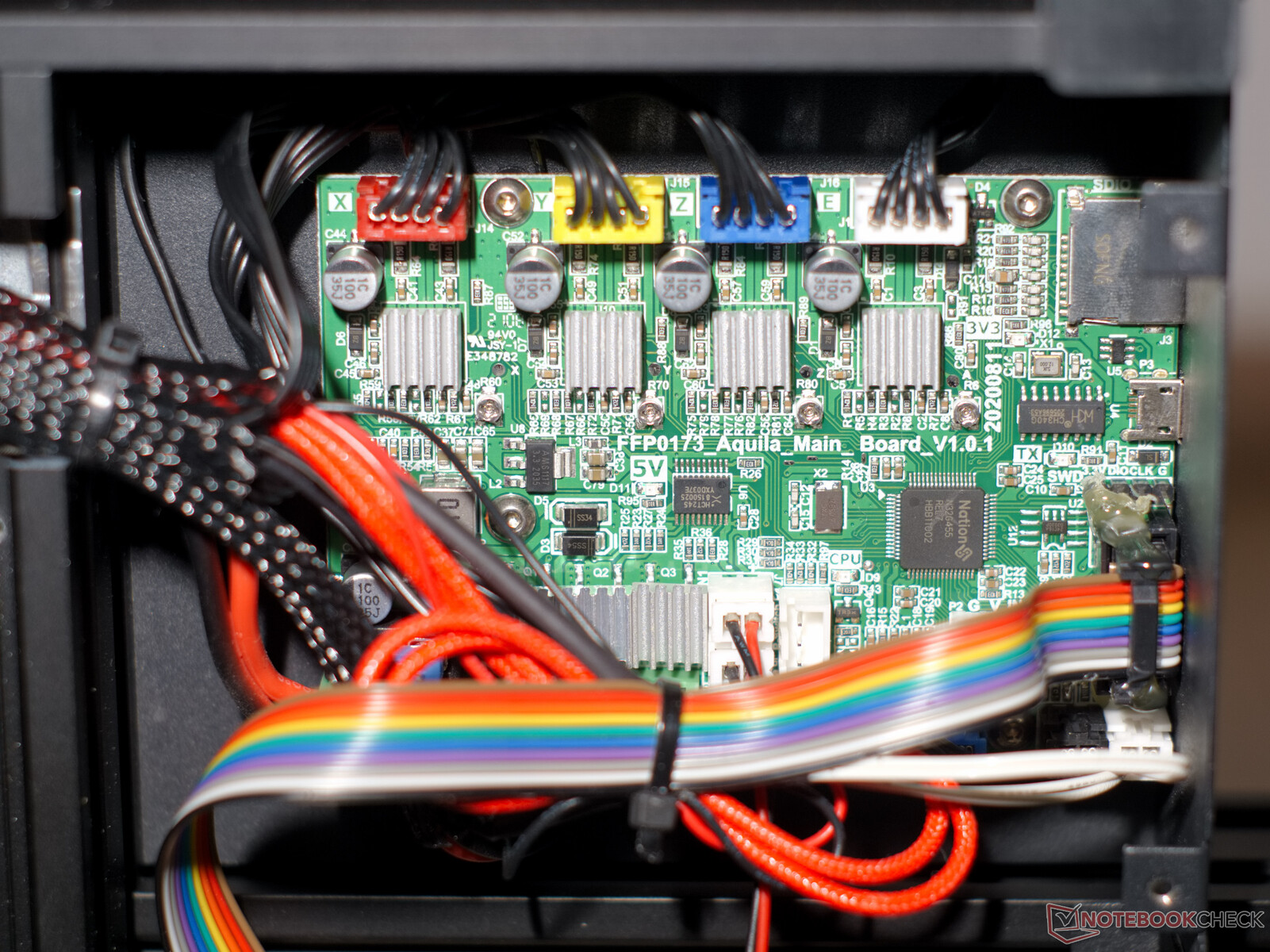
Mainboard
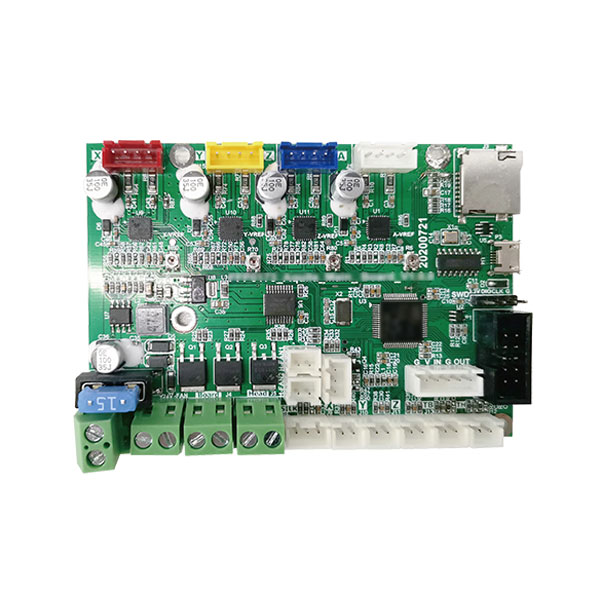
A Nation N32G455 controls our test device. With the somewhat unusual 32-bit microcontroller, the 3D printer performs well. This controller has a 32-bit ARM Cortex-M4 with 144 kB SRAM. The variable memory is thus sufficient for mesh bed leveling and other advanced features, should one decide to upgrade the hardware and firmware. However, there aren't many free GPIO pins on the Aquila main board. Hence, our test unit is the N32 version of the Aquila S2. There is also the slightly cheaper H32 version with a different microcontroller.
Although the microcontroller is not officially supported by Marlin and other open-source firmware, there are some versions available for the Aquila 3D printers. For example, there is a Marlin version from alexqzd on GitHub that offers interesting features. However, the original firmware from Voxelab is basically sufficient.
Frame
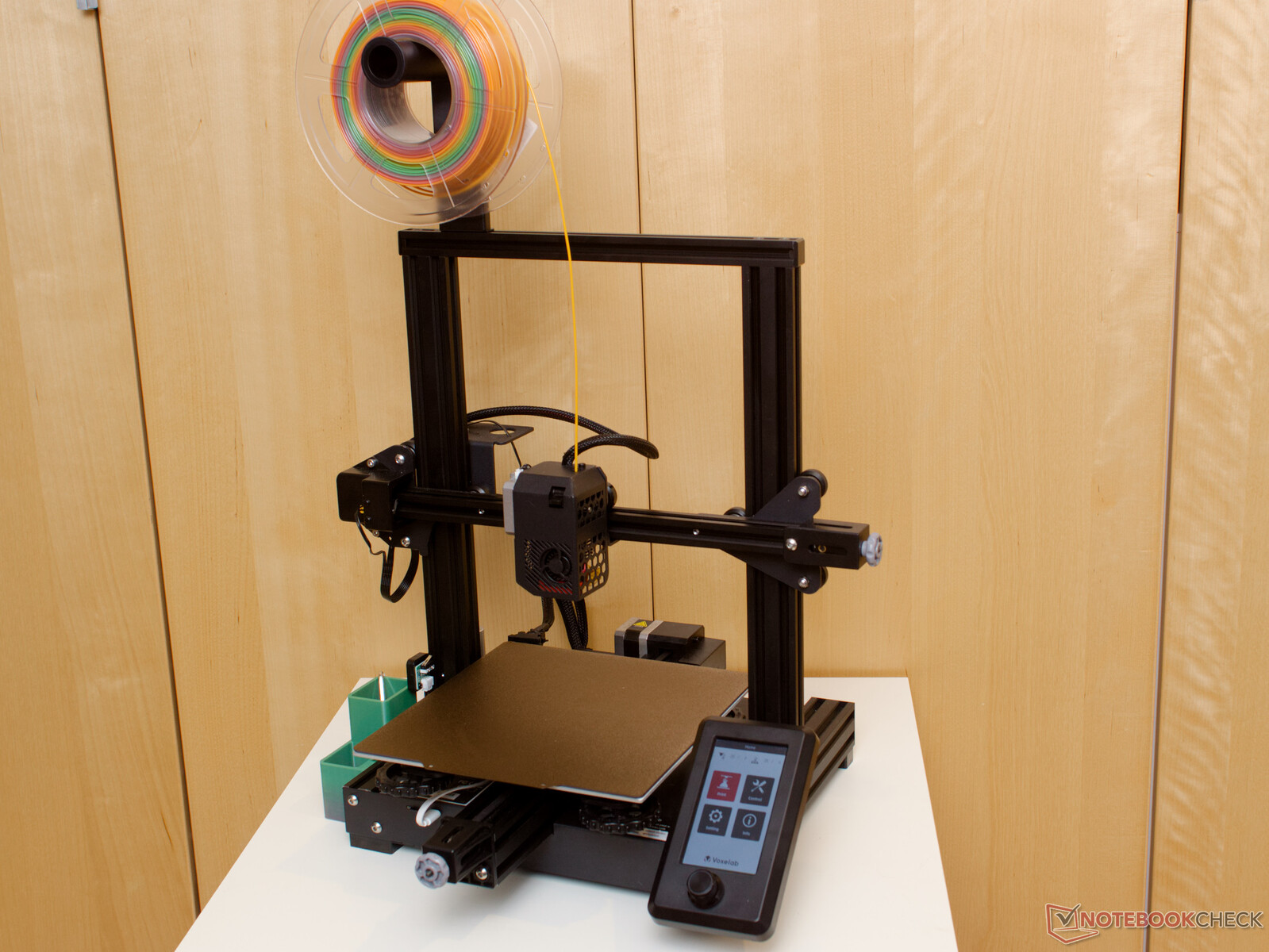
V-slot aluminum profiles and Delrin rollers are well known from many inexpensive 3D printers. This makes the Aquila S2 stiff enough to guarantee good printing results. Covers enclose the pulleys to protect against injury. All cuts on the profiles are right-angled, which means that the built-up printer is also angled.
Only the belt tensioners, which are made of plastic, do not seem as sturdy as the rest of the printer. The z-motor is also attached via a plastic bracket. However, since the stepper motor of the z-axis rests on the 4×4 profile of the base, it is quite sufficient.
HUD

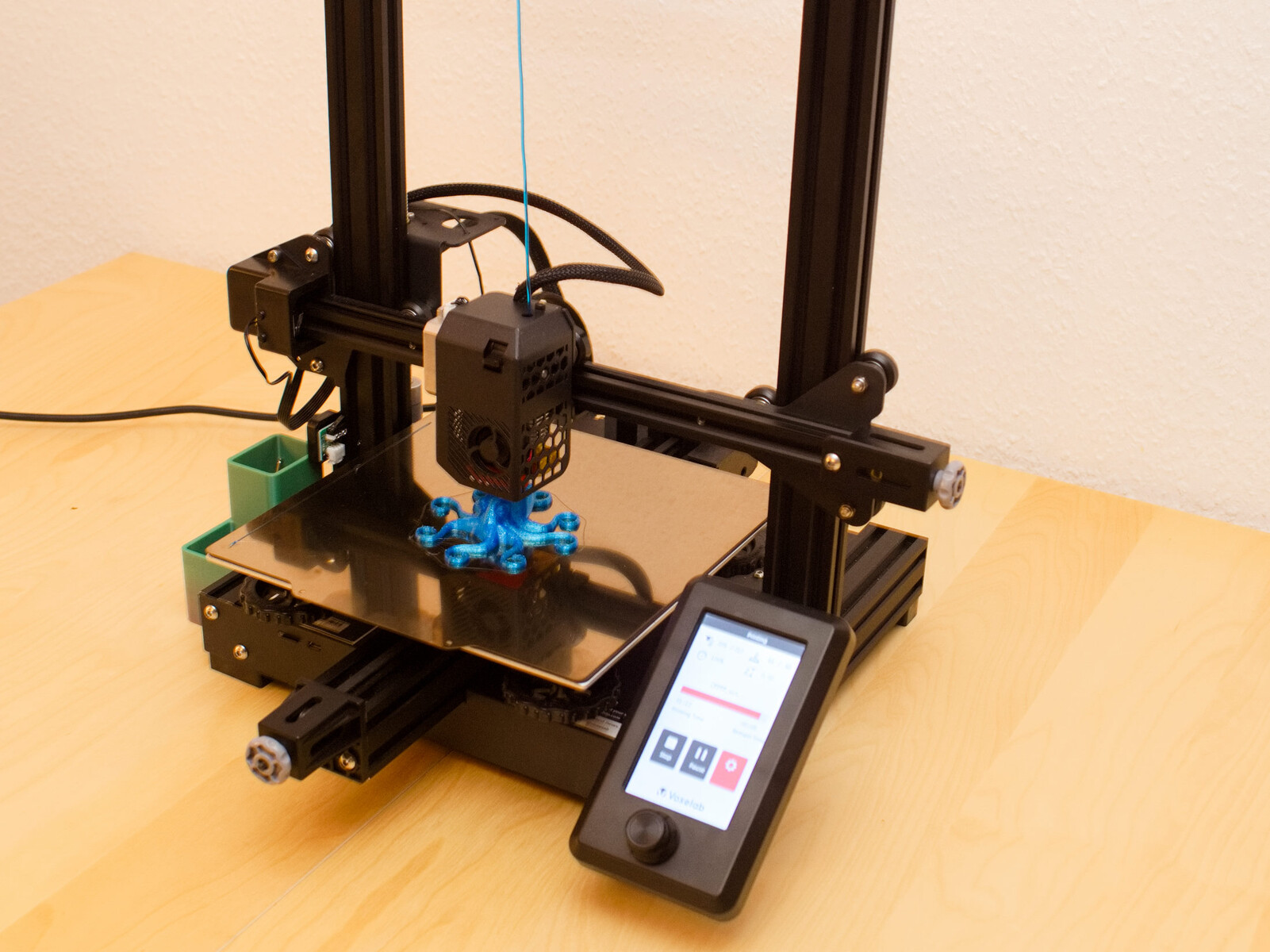
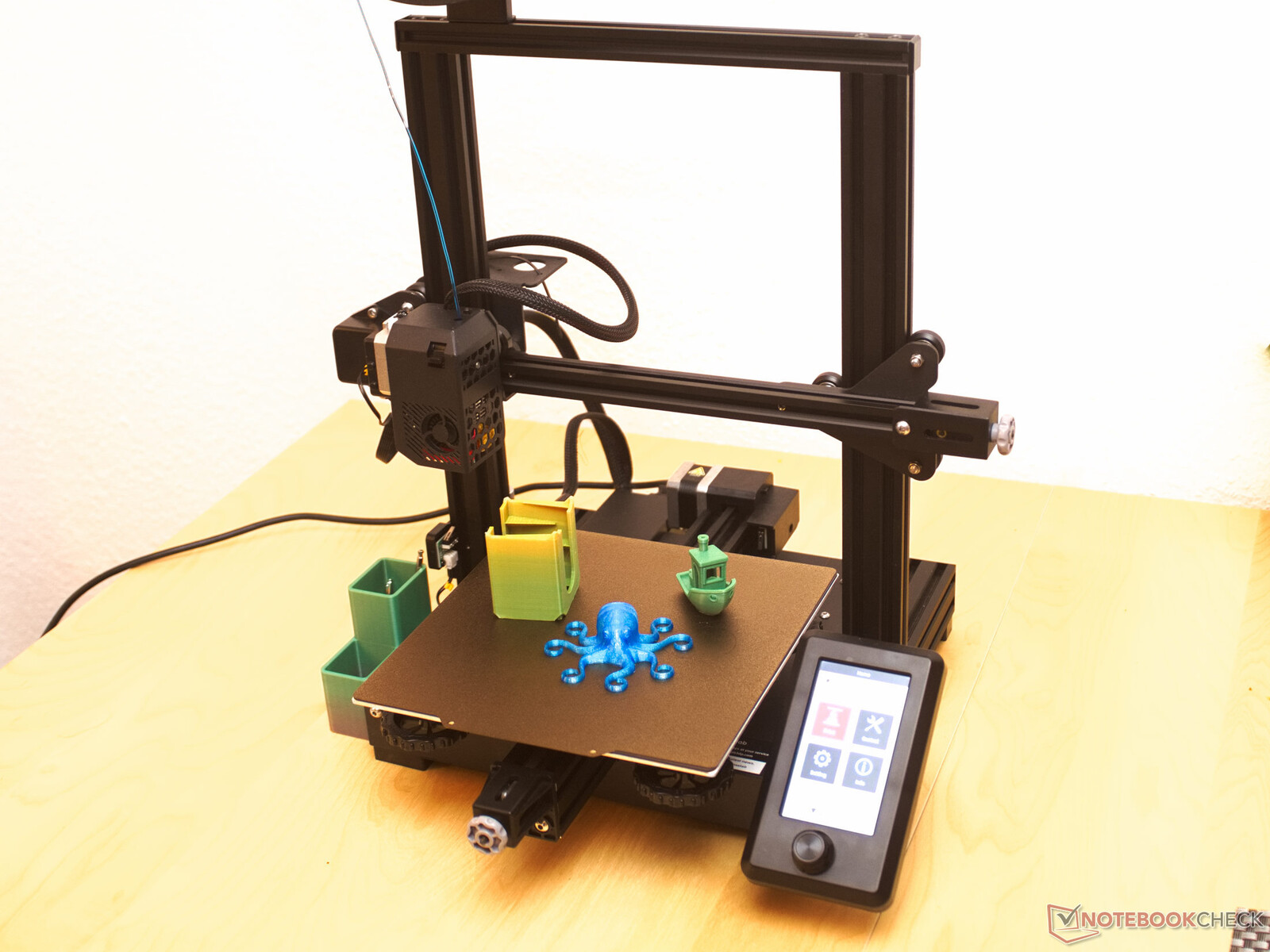
The Voxelab Aquila S2 is controlled via USB cable or via the large screen located on the right side. Many parameters of the printer can be set or changed using the rotary encoder. The values for maximum speed, acceleration, and jerk can also be manipulated through the screen. Likewise, the preset values for heating can be adjusted. However, you won't find any bed leveling assistant on the Aquila S2. The large screen is easy to read and the brightness of the display is more than sufficient.
GCode files for the printer can be provided via microSD card. The SD card has to be connected to a computer in order to do so. An 8 GB microSD card and a suitable USB adapter were included in the package.
Print quality
Print bed
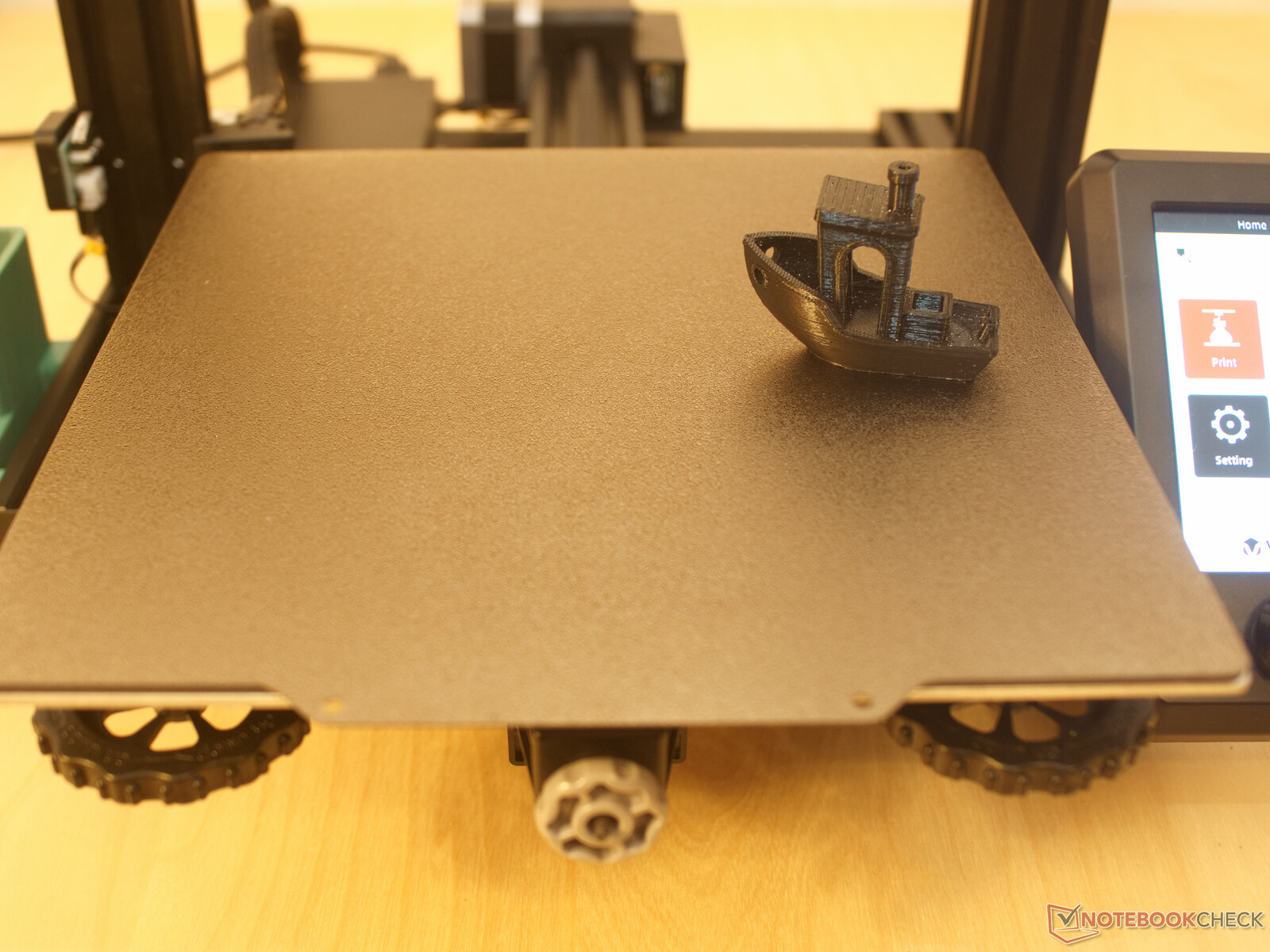
The heated print bed of the Voxelab Aquila S2 can reach up to 140 °C (284 °F). The detachable print bed is PEI-Coated. PEI provides an excellent adhesion of the printed object, as long as the print bed is at the correct temperature. Once production is complete, the printed object can still be easily removed. The spring steel plate has one mirror-smooth side and one roughened side. Thus, the underside of the print can be rough or smooth.
The heat-up time from 25 °C to 60 °C (77-140 °F) was only 2:55 minutes in the test. From 25 °C to 110 °C (77-230 °F), however, the print bed needs at least 11 minutes. Measuring 235 × 235 mm (~9.3 x 9.3 inches), the print bed is slightly larger than the print area. Therefore, it does not matter that the temperature decreases a bit at the edges. At the set 60 °C (140 °F), the print bed reached 58.4 °C (~137 °F) in the center. In the print area, the temperature deviation was no more than 3 °C (37.4 °F).
The height of the print bed is adjustable via four large nuts. Unfortunately, there is no help for bed leveling in the firmware, so you first have to let the Aquila move to the homing position and then deactivate the motors. Then the print bed and print head can be moved manually to adjust everything to the right level.
As usual for a magnetic heated print bed, it is not quite as flat as a glass bed. We measure a height difference of 0.07 mm (~0.003 in) from the center of the print bed to the edges. Unfortunately, the Aquila S2 with its current firmware version does not feature mesh bed leveling, so you can compensate for this only via the slicer or offset settings.
However, the height difference is manageable even with the present configuration. Problems with print bed adhesion or with strong over/under-extrusion did not occur in the test.
Hotend and extruder
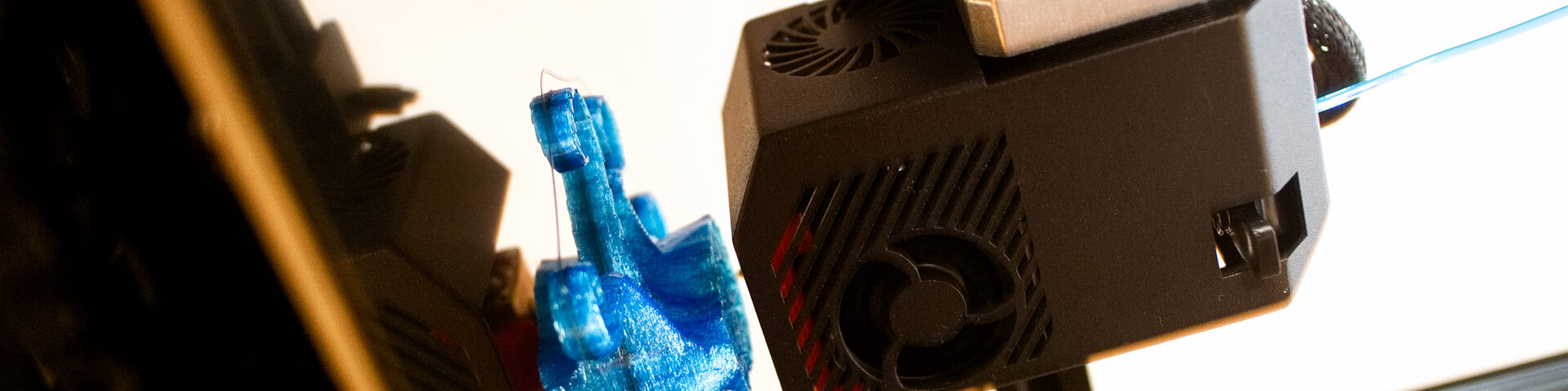
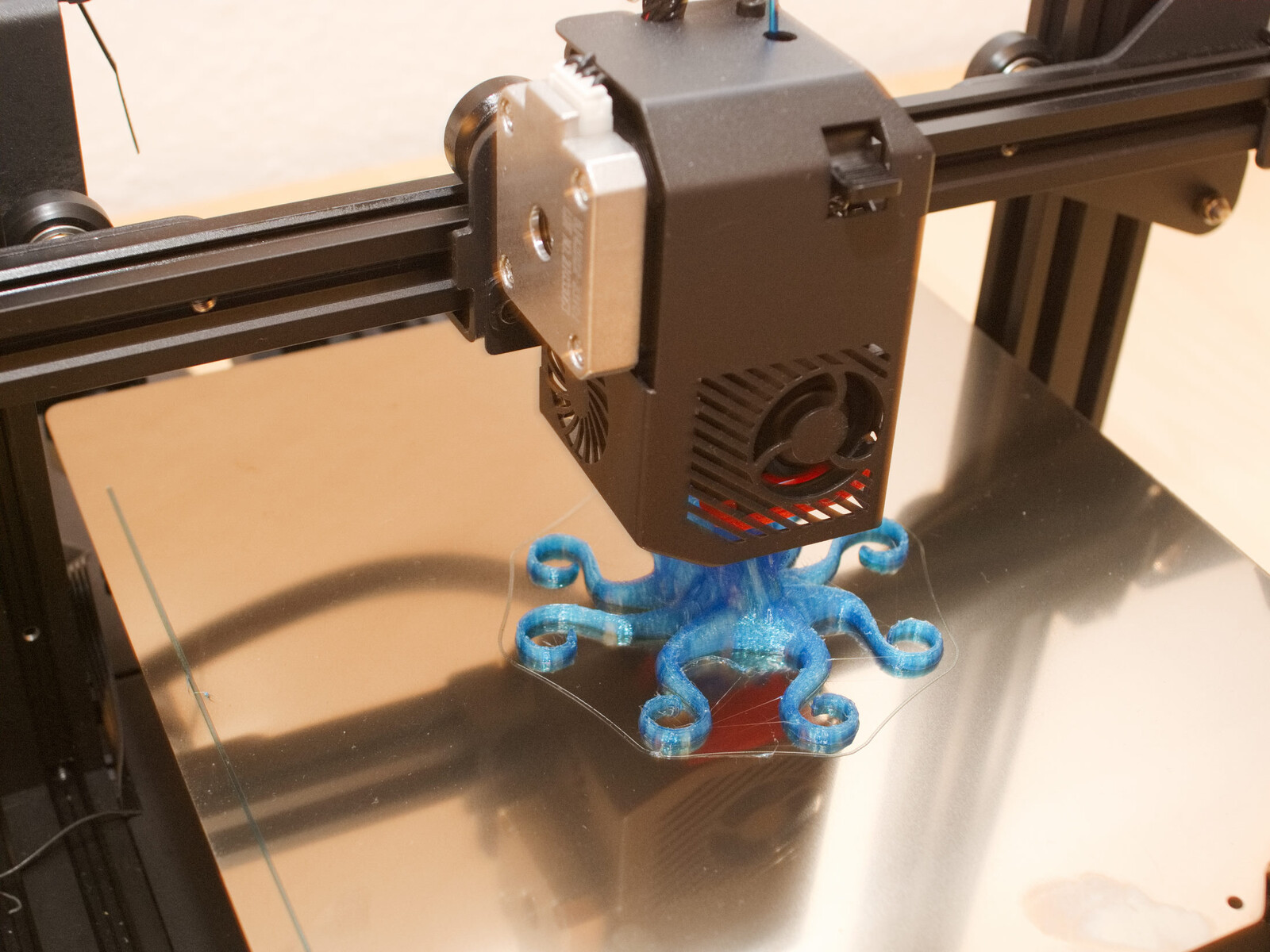
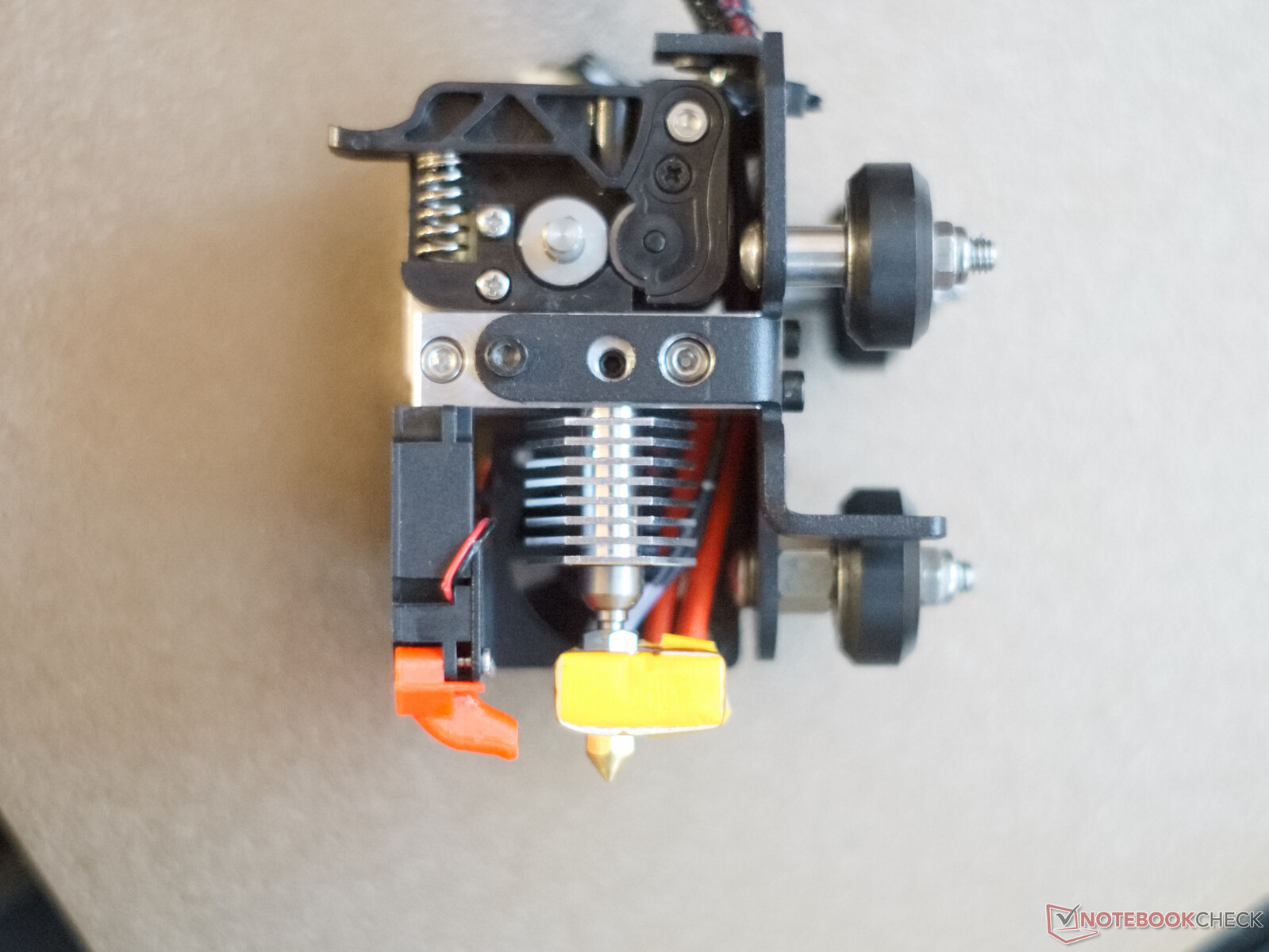
The Voxelab Aquila S2 combines a hotend and extruder in one well designed print head. The all-metal hot end can be heated up to 300 °C (572 °F). This allows a wide range of materials to be processed. The heating block is insulated here with ceramic wool and Kapton tape. Consequently, heat insulation and temperature resistance are better here than with a silicone sock.
The extruder drive gear sits only about 7 cm (~2.8 inches) above the nozzle. Due to the short path, flexible filaments can also be processed. A radial fan ensures proper cooling of the extruded material. If desired, the red nozzle here could also be replaced by own designs.

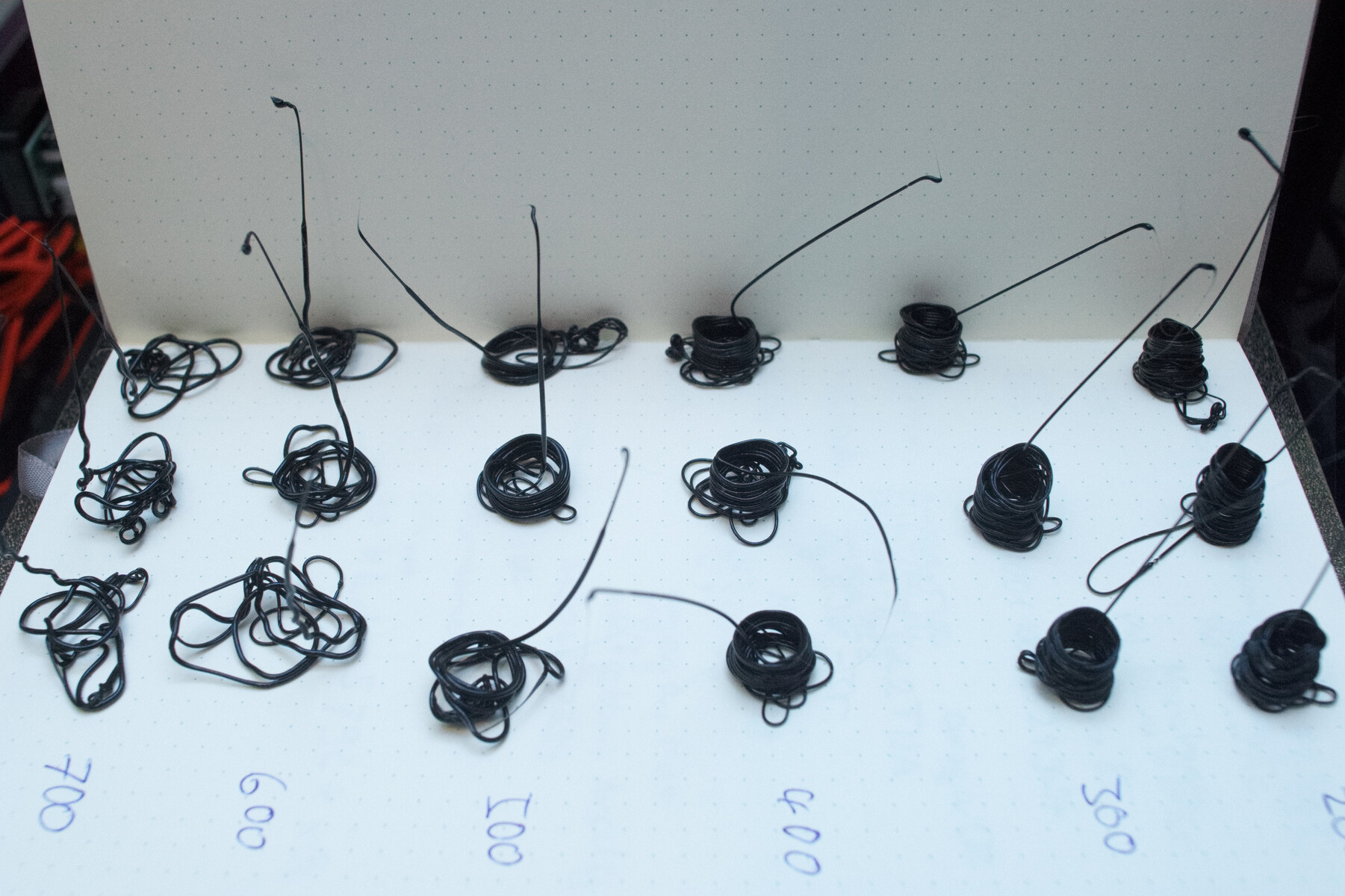
The extruder and hotend of the Voxelab Aquila S2 are powerful. In the extrusion tests with different feed rates, the extruded plastic volume remains relatively stable up to a feed rate of 20 mm³/s (!0.0012 in³/s). PLA filament from Anycubic was used for testing. In purely mathematical terms, this results in possible printing speeds of up to 230 mm/s (~9 in/s, with an extrusion width of 0.42 mm (~0.0017 in) and a layer height of 0.2 mm/~0.008 in). In practice, the printer's movement capabilities limit the maximum print speed to about 150 mm/s (~5.9 in/s), as long as high quality is not expected. No extrusion problems occurred up to this speed in a more practical test. However, this speed is also only achieved on a good 70 mm (~2.8 in) of the 160 mm (~6.3 in) long straight line due to the printer's acceleration settings.
Note: The different speeds during the acceleration phases also result in the dents in the thin walls of the practical test. This behavior can be fixed with linear advance settings and other methods. Normally, these kinds of dents are also prevented by the infill of a 3D-printed object.


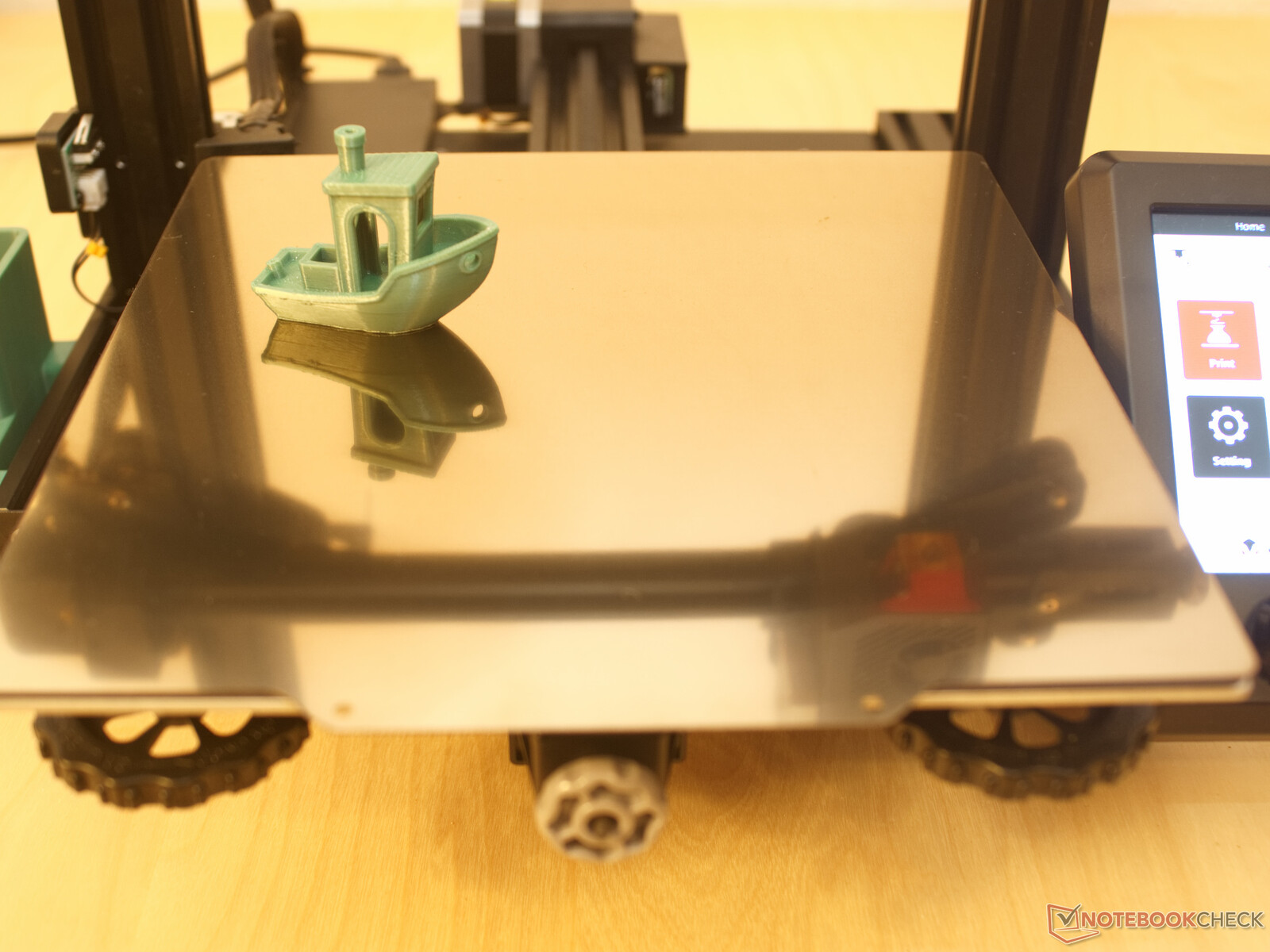
Printing test
We believe 3D printers should work well and have high print quality out of the box. Therefore, the GCodes for the test prints were created with the Cura profile provided by Voxelab, which was saved on the SD card supplied. We increased the print speed from 50 to 60 mm/s (~2.0 to 2.4 in/s). In addition, thin wall printing and bridge detection were enabled in Ultimaker Cura 4.11.0.
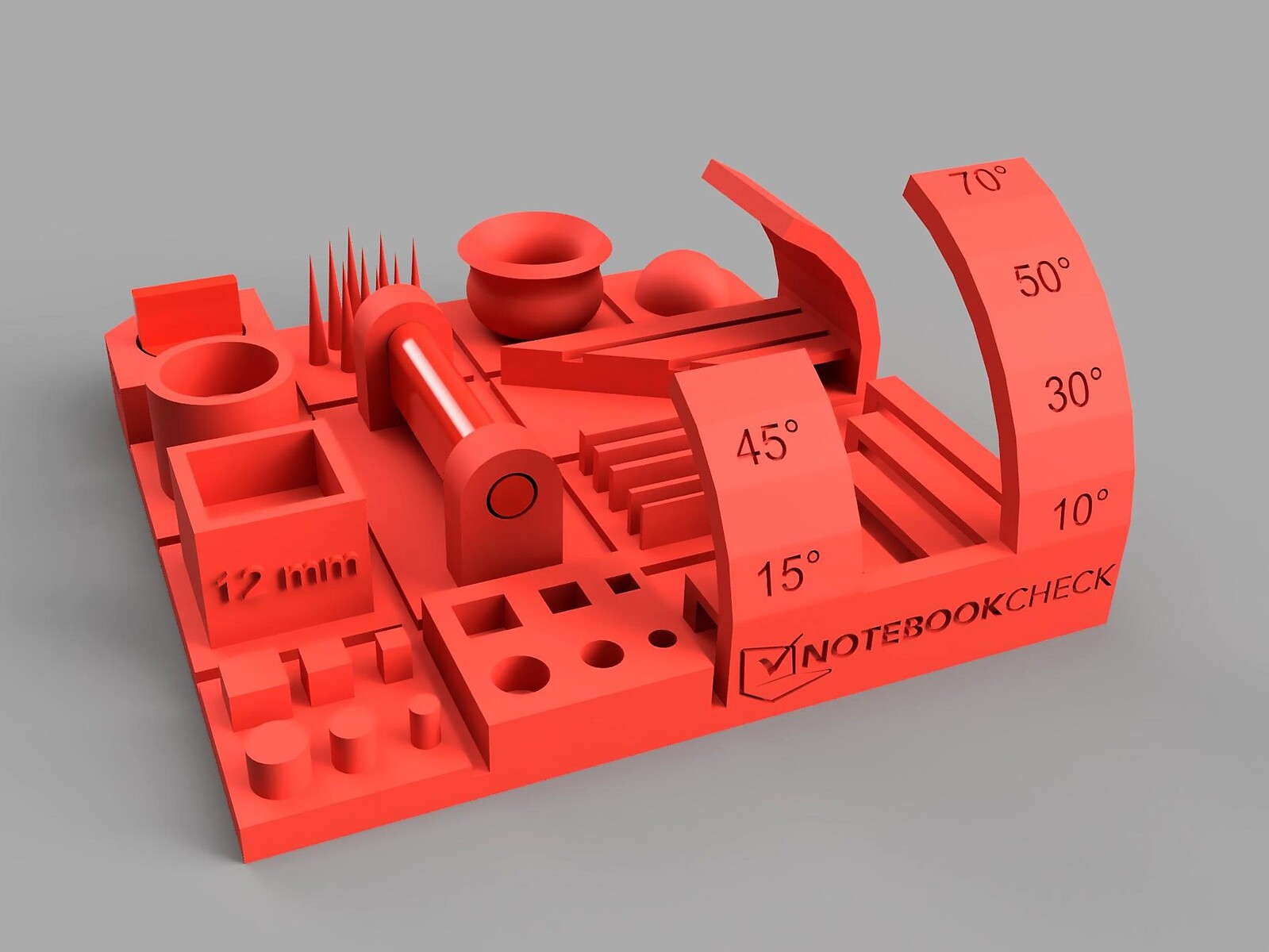
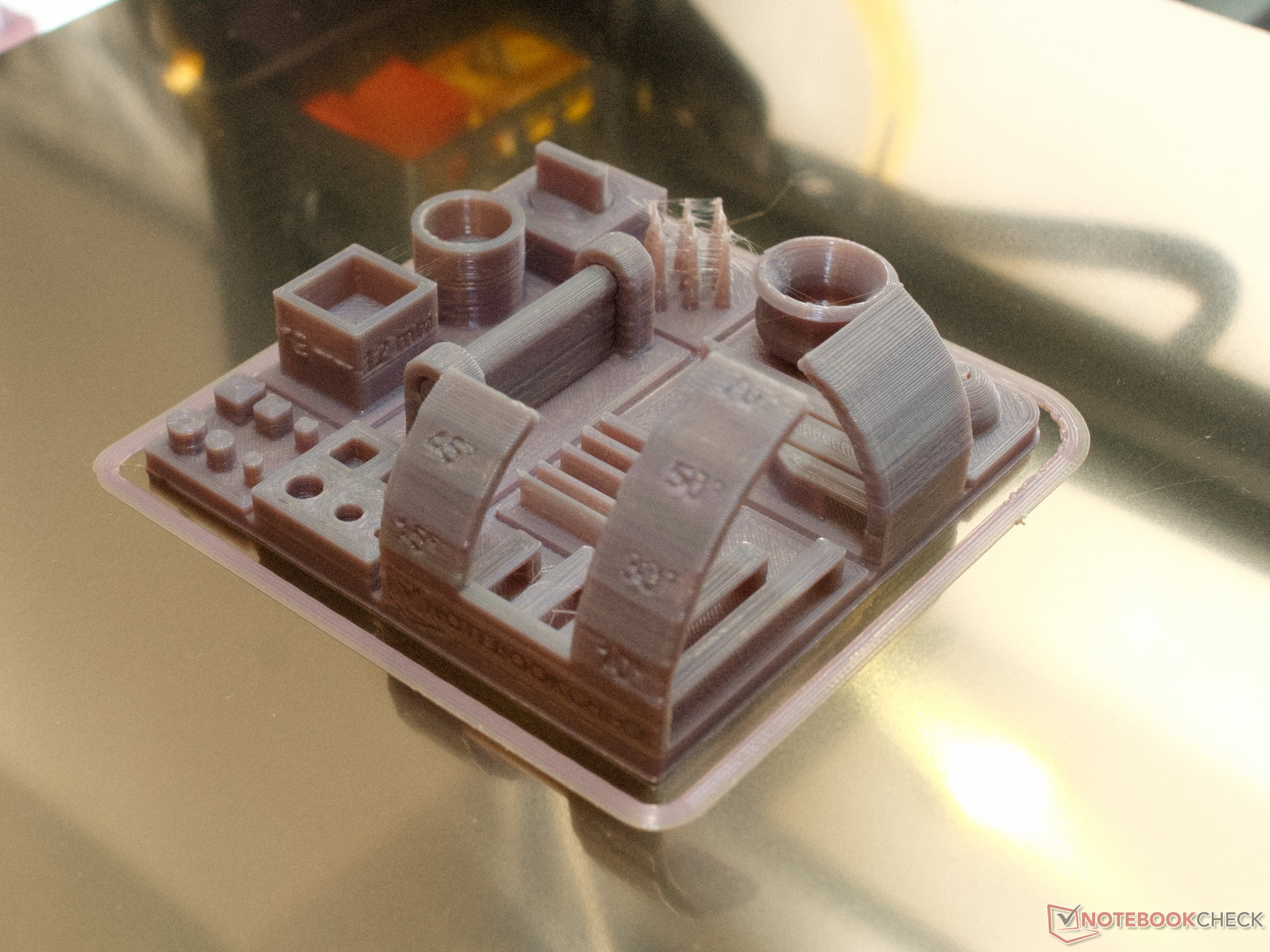
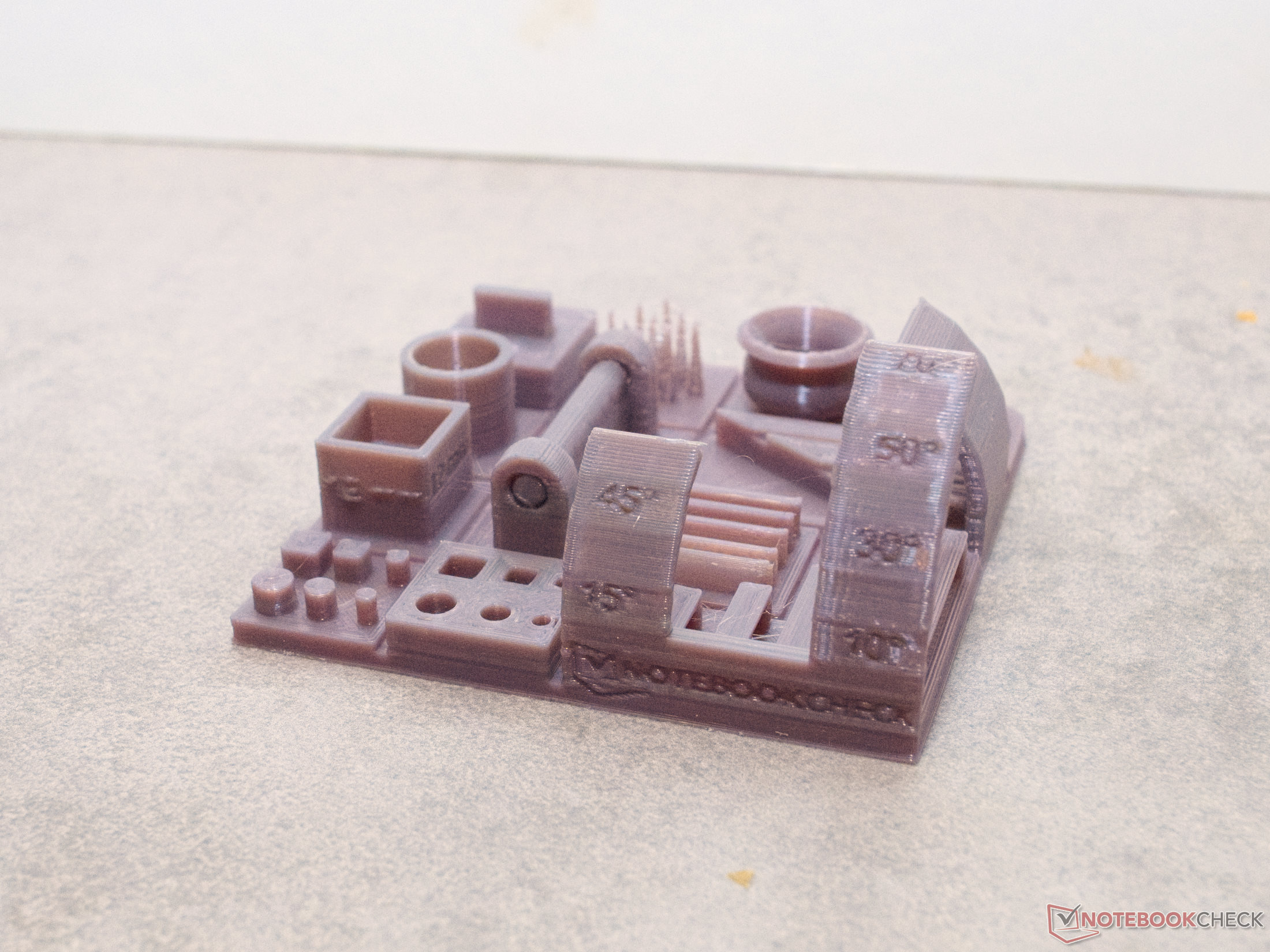
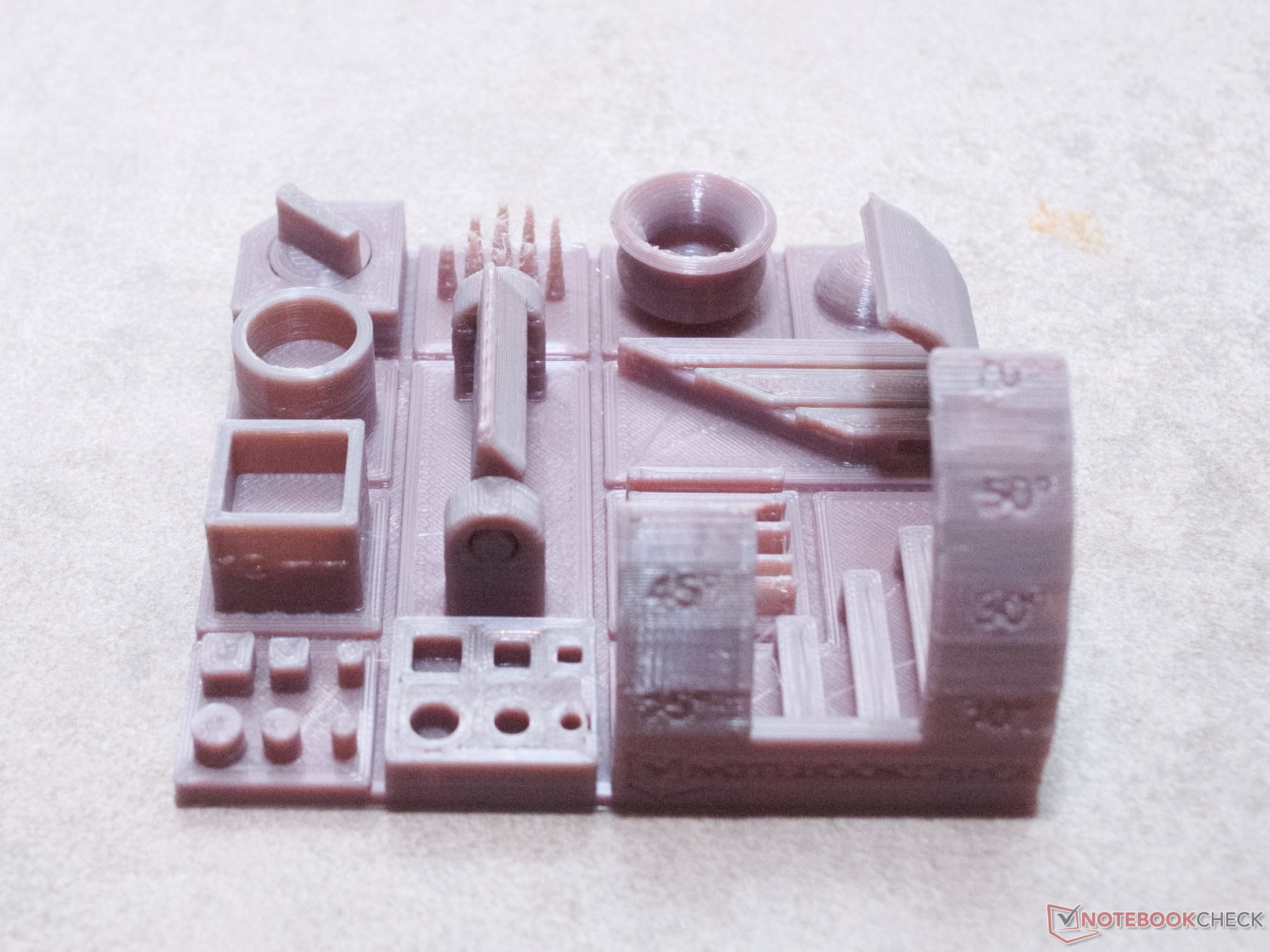
For the test, we used our specially designed test model for the first time. We examine different quality characteristics in the twelve sectors of the model. The model can show the accuracy of movements and extrusions, measure the ability to create overhangs and bridges, and two moving parts help to record the tolerances of the printer.
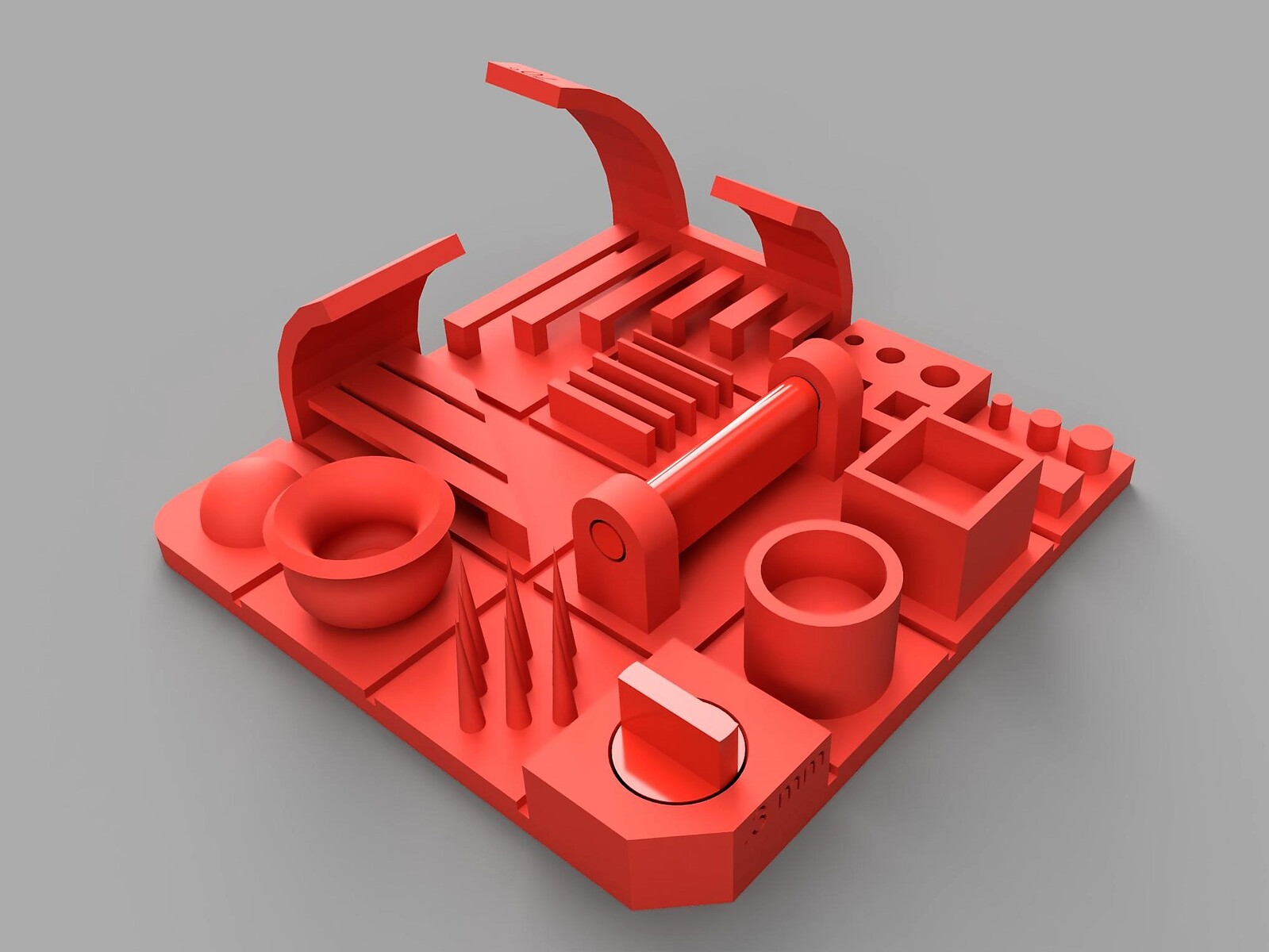
Every part of the test print was created dimensionally accurate with a tolerance of ±0.3 mm (~0.012 in). The print bed adhesion of the Aquila S2 was good with the PLA filament used, only a small separation of the front right corne was noticeable.
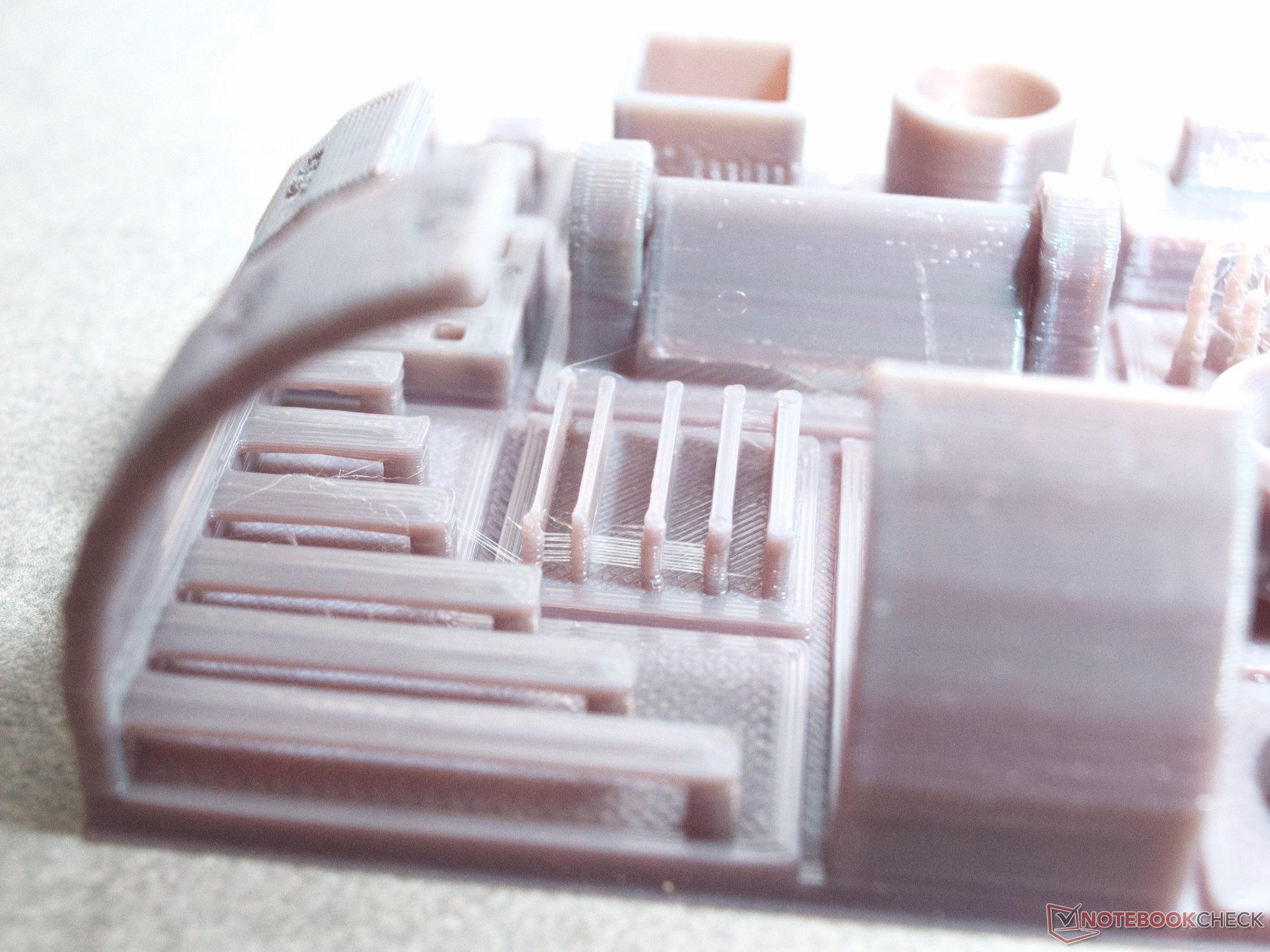
Overhangs and bridges printed remarkably well. Only with overhangs of 70° slight imperfections occur. The small vase shows that overhangs are fabricated consistently in all directions, although the fan blows only in one direction. The small needles next to the vase test the settings for filament retraction after small extrusions. Adjustments in the Cura profile could lead to better results here. Until then, you have to expect stringing and small plastic bubbles (blobs) on the Aquila S2. Over the entire test specimen, it is evident from the seams that the retraction settings could be improved. However, these settings are also material dependent. Other filaments might give better results.
The accuracy of the extrusions is otherwise good. Thin walls and small objects are created with a tolerance of +0.02 mm (~0.0008 in). Rectangular and round holes also show high quality. However, for top infill layers, errors are noticeable in two places. At the sphere and at the inclined bridge test, the top infill is not extruded completely to the object wall. This error can also be eliminated with the right settings in the slicer.
In the print-in-place tests, both objects have been created movable. This means that the printer can create objects with a distance of only 0.3 mm (~0.012 in) separate from each other.
Overall, the Voxelab Aquila S2 produces sufficient results with the manufacturer's Cura profile. With small adjustments, excellent results can certainly be realized here with a lot of patience.






Safety
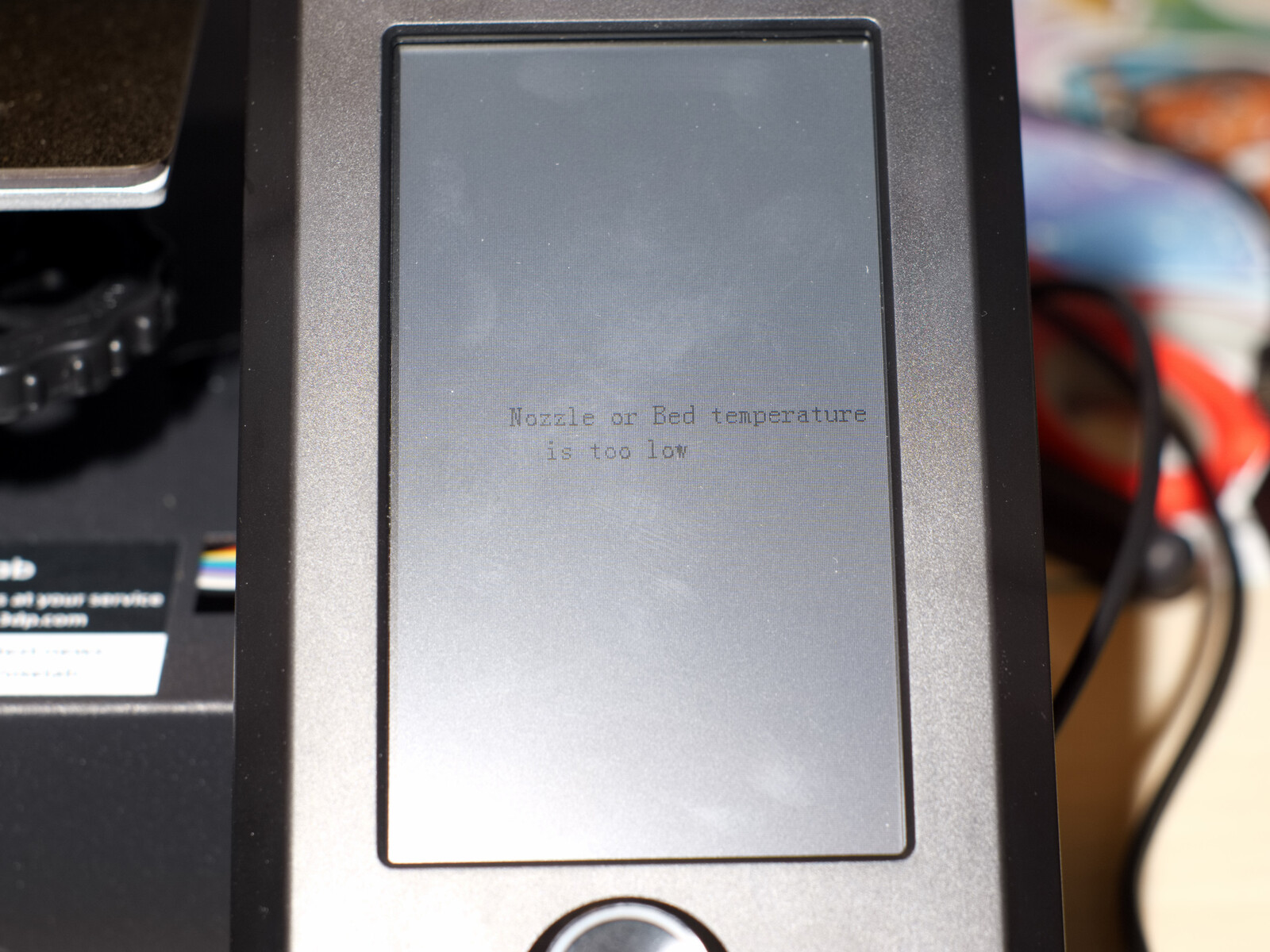
The original Voxelab Aquila hit high waves in the 3D printing community due to the failure of the protective power off feature when a temperature error occurred. Our test device with the Nation N32G455 and the Aquila 6.1.1 firmware does not show this fire-hazardous behavior. Both when short-circuiting the thermistors and when manipulating the heating process with cold rags or soldering irons, the heating elements shut down safely.
Nevertheless, we recommend checking the protective shutdown. To do so, for example, the brass nozzle can be held at 60 °C (140 °F) with a damp cloth during heating. After a short time, a warning tone should sound and the nozzle should then cool down.
Emissions
The 3D printer emits a strong plastic smell during the first few prints. This originates from the magnetic sheet that retains the print bed and disappears after a few heat-up cycles. Depending on the filament used, its smells are also spread in the room.
The radial fan for cooling the object is the main source of noise. Starting at half RPM, it drowns out all other components. As long as the object fan runs at moderate speeds, the 3D printer has a low noise level. The power supply's fan works continuously, but is tolerable.
The TMC2208 drives do their quiet job here as well. Depending on the speed, the stepper motor drivers seem to switch between SpreadCycle and StealthChop. So, the movements are relatively quiet.
Verdict
The Aquila S2 is a more than just a solid 3D printer that delivers good results out of the box. Only small points of criticism, if any, can be found on the hardware. The firmware provided by Voxelab, on the other hand, lacks some features like a bed leveling wizard and manual mesh bed leveling. However, the firmware has outgrown its teething troubles and now provides a working protective shutdown in case of temperature errors.
The hotend and direct-drive extruder primarily deliver surprisingly good results. This is the biggest plus point of the Aquila S2. With the high temperatures that the hotend can reach, a very wide range of materials can be processed. The print head was even able to process PAHT filament without any problems. The high-temperature plastic does not melt until 270 °C (~518 °F).
With the upgrades of the hot-end, extruder and heated print bed, the Voxelab Aquila S2 is a high-quality 3D printer with good performance.
The magnetically attached print bed has flawless adhesion thanks to the PEI coating. Since you can remove it after printing, the time between two prints is reduced tremendously if necessary. Overall, the Voxelab Aquila S2 looks well-made. There are hardly any compromises when it comes to cable management and general quality. Buyers can expect a well-balanced 3D printer with a good price-performance ratio.
Price
The Voxelab Aquila S2 can be purchased directly from the manufacturer's website for 299 USD. Flashforge's international store also sells the 3D printer for the same price.
Sources
Flexible Octopus by DiabaseEngineer - Thingiverse
#3DBenchy - The jolly 3D printing torture-test by CreativeTools.se by CreativeTools - Thingiverse
